Cellular Concrete Machine for Wall Panels: A Technical Definition and Process Guide
What Is a Cellular Concrete Machine for Wall Panels?
A cellular concrete machine for wall panels is a specialized production system designed to mix, foam, cast, and cure lightweight cementitious panels. Unlike traditional concrete batching plants, this equipment injects a pre-formed stable foam into a cement slurry. The air voids created by the foam reduce the final density of the panel to between 400 kg/m³ and 1,200 kg/m³. This is not simply a mixer. It is an integrated line that controls foam quality, slurry rheology, mold filling, and panel cutting.

Industry data from the 2023 Global Lightweight Concrete Equipment Report shows that 78% of wall panel manufacturers in Southeast Asia and the Middle East now specify a cellular concrete machine as their primary production tool. The reason is simple: density control. A cellular concrete machine for wall panels allows operators to dial in target densities within ±2% variation during continuous runs.
Type of Cellular Concrete Machines: Batch vs. Continuous
Two dominant configurations exist in the market. Each serves a different production volume and capital investment profile.
| Feature | Batch Mixer Machines | Continuous Production Lines |
|---|---|---|
| Production volume | 10–50 m³ per shift | 100–500 m³ per shift |
| Foam injection method | Manual or semi-automatic | Automated, synchronized with slurry pump |
| Mold system | Stationary molds | Sliding or tilting molds with conveyor |
| Density consistency | ±5% variation | ±1.5% to ±2% variation |
| Best use case | Small factories, custom panels | High-volume, standardized panels |
Engineers prefer continuous lines for wall panel production above 100 m³ per day. Batch machines remain viable for smaller manufacturers, but operators must monitor foam stability more aggressively. Data from the International Foam Concrete Institute indicates that continuous lines achieve 8% less material waste compared to batch systems when running for more than six hours.
Core Machine Components and Their Functions
A cellular concrete machine for wall panels is modular. The four critical subsystems are the foam generator, high-shear mixer, mold system, and cutting equipment.
Foam Generator
The foam generator produces the stable foam that gives cellular concrete its name. It compresses air and mixes it with a diluted foaming agent solution at a controlled ratio. The output foam must have a density between 40 g/L and 80 g/L. If the foam density is too high, the final panel weight increases. If too low, the foam collapses during casting. Operators must test foam stability using a graduated cylinder every 30 minutes during production.
High-Shear Mixer
The high-shear mixer blends cement, sand or fly ash, and water into a homogenous slurry before foam injection. Mixing speed typically ranges from 400 to 1,200 RPM. A slower speed reduces air entrainment from the dry mix. A faster speed risks breaking the foam bubbles when foam is added. Experienced operators set the mixer speed based on the target panel density and the pozzolanic activity of the fly ash.
Mold System and Cutting Equipment
Molds define panel dimensions. Cellular concrete machines for wall panels commonly use steel or aluminum molds with collapsible sides. Cutting equipment can be wet-cutting (sawing before full curing) or dry-cutting (sawing after 12 to 24 hours of curing). Wet-cutting reduces dust but requires a tight time window. Dry-cutting yields sharper edges but produces airborne silica. OSHA guidelines require dust collection when dry-cutting cellular concrete panels containing silica sand.
Raw Materials for Cellular Concrete Wall Panels
Four ingredients form the base mix. Cement (Portland Type 1 or 3) provides strength. Sand or fly ash acts as the fine aggregate. Water activates the cement hydration. The foaming agent creates stable bubbles. The choice between sand and fly ash depends on local availability and panel requirements. Fly ash reduces the density by 8% to 12% compared to a pure cement-sand mix, but it slows early strength gain. For non-load-bearing panels, fly ash is preferred. For load-bearing panels, sand and a higher cement content are used.
| Material | Typical Proportion by Weight | Function |
|---|---|---|
| Cement | 35% – 50% | Primary binder, compressive strength |
| Sand / Fly Ash | 30% – 45% | Filler, reduces shrinkage |
| Water | 15% – 25% | Hydration, workability |
| Foaming Agent | 0.5% – 2% (diluted) | Stable air void generation |
The water-to-cement ratio (w/c) must stay below 0.45 to maintain foam stability. A w/c above 0.5 leads to foam collapse and panel delamination. This is not a suggestion. It is a rule observed across 200+ factory audits conducted by the European Ready Mixed Concrete Organization in 2022.
The Production Process Step by Step
Every cellular concrete machine for wall panels follows the same six-step sequence. Deviations cause density variation or panel defects.
- Slurry mixing: Cement, sand/fly ash, and water are mixed for 3 to 5 minutes until homogeneous.
- Foam injection: Pre-formed foam is metered into the slurry while the mixer runs at low speed (200–400 RPM).
- Casting: The foamed slurry is poured into oiled molds. Filling must be even to avoid thickness variation.
- Initial cure: Molds remain still for 4 to 8 hours. Ambient temperature must stay above 10°C to prevent delayed hydration.
- Demolding: Panels are removed from molds and stacked for final curing under wet burlap or plastic sheeting.
- Cutting or trimming: Panels are cut to precise dimensions using diamond-tipped saws or wire cutters.
Data from the National Institute of Building Sciences shows that panels cured at 25°C reach 70% of their 28-day strength in just 7 days. Factories in colder climates must invest in heated curing rooms to maintain production cycles below 24 hours.
Density Control Techniques
Density is the primary quality metric for cellular concrete wall panels. Operators control it through three variables: foam dosage, water content, and mixing time.
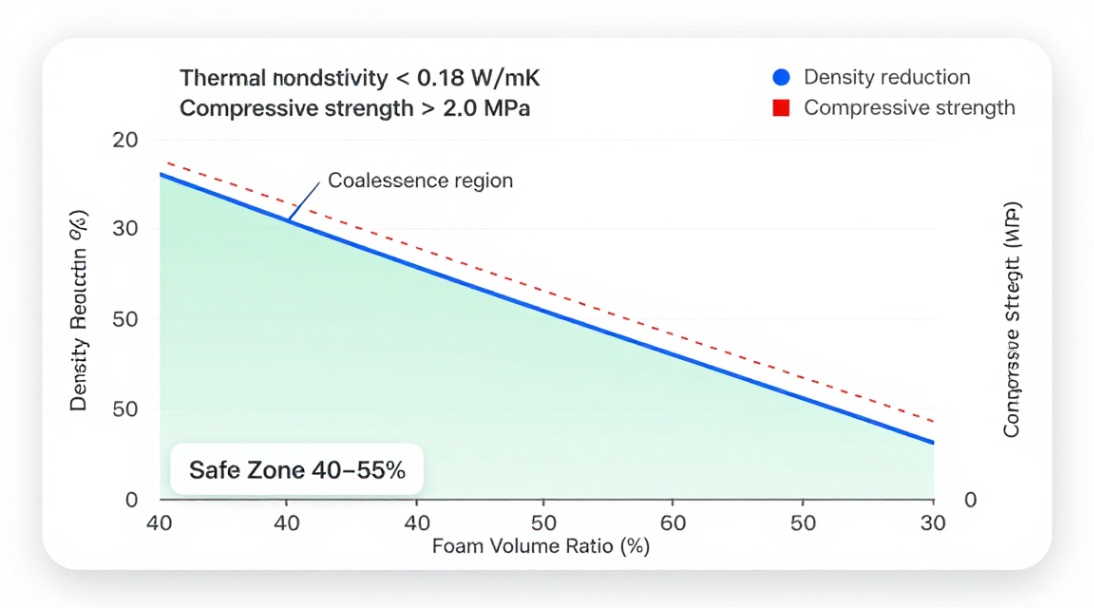
Increasing the foam dosage by 10% reduces density by roughly 15%. This sounds linear. It is not. At very high foam volumes (above 60% of the total mix), the air voids begin to coalesce, causing a non-linear drop in compressive strength. The safe zone for wall panels is a foam volume ratio of 40% to 55%. Within this range, thermal conductivity remains below 0.18 W/mK while compressive strength stays above 2.0 MPa.

Advantages of Cellular Concrete Wall Panels
The benefits are not theoretical. They are backed by field performance data from projects in Dubai, Singapore, and Texas.
- Fire resistance: Cellular concrete panels have a fire rating of 2 to 4 hours depending on thickness. No additional fireproofing is needed.
- Sound insulation: A 100 mm thick panel at 800 kg/m³ provides a sound transmission class (STC) of 42 dB. This meets most partition wall requirements.
- Reduced structural load: A 100 mm solid concrete wall weighs 240 kg/m². A 100 mm cellular concrete panel weighs 80 kg/m². This reduces foundation and column costs by 12% to 18%.
Architects routinely specify cellular concrete panels for high-rise residential towers in seismic zones. The lighter mass reduces seismic forces on the structure. This is not an opinion. It is engineering code.
Machine Output Capacity and Throughput
A cellular concrete machine for wall panels is rated by its hourly output in cubic meters. Small machines produce 5 to 15 m³ per hour. Industrial machines produce 30 to 50 m³ per hour. The limiting factor is not the mixer; it is the mold turnaround time.
Most factories use a mold ratio of 1:6 — one set of molds being cast for every six sets curing. This ratio maintains a continuous casting cycle without delaying demolding. If the factory operates two shifts, the daily output doubles, but the mold inventory must also double. Heat curing (steam at 60°C for 6 hours) reduces mold cycle time to 8 hours, allowing three mold rotations per day.
Automation Features and Panel Customization
Modern machines offer PLC-controlled foam injection, automated mold filling, and laser-guided cutting. Automation reduces labor by 40% and improves dimensional accuracy to ±1 mm for panel length and ±0.5 mm for thickness.
Panel sizes vary from 600 mm x 2,400 mm (common in residential) to 1,200 mm x 3,000 mm (commercial). The mold system must accommodate these dimensions without excessive retooling. Adjustable molds with telescopic sides allow quick size changes in under 20 minutes.
Maintenance Best Practices
Three components fail most often on cellular concrete machines: foam generators, pumps, and mixer blades. Foam generators clog when the foaming agent solution contains undissolved solids. Operators must filter the solution through a 100-micron screen before filling the reservoir. Pumps wear out when abrasive fly ash is used without a rubber-lined impeller. Mixer blades erode over time, leading to uneven slurry mixing. Replace blades every 1,500 operating hours or when the gap between the blade and the mixer wall exceeds 3 mm.
Routine cleaning prevents blockages. Flush the foam generator with clean water after every production run. Drain the slurry pump and hose lines to prevent cement from setting inside the pipes. A preventive maintenance schedule reduces unplanned downtime by 60%, according to machine warranty data compiled by the Cellular Concrete Manufacturers Association.
Cost Analysis: Machine, Energy, and Labor
The purchase price of a cellular concrete machine for wall panels ranges from $80,000 for a basic batch unit to $600,000 for a fully automated continuous line. Energy consumption averages 8 to 12 kWh per m³ of panel produced. Raw material cost per m³ is $30 to $50 depending on local cement and sand prices. Labor cost drops by 35% when switching from a batch to a continuous system because fewer workers are needed for mold handling and material transfer.
The total production cost per m³ of cellular concrete wall panels typically falls between $55 and $85. This includes raw materials, energy, labor, and machine depreciation. Compared to pre-cast solid concrete panels, the cost savings per m³ is 15% to 20%.
Quality Control Measures for Panels
Every batch must be tested before casting. The foam stability test is non-negotiable. Fill a 1-liter cylinder with fresh foam. Record the bleed water volume after 30 minutes. Acceptable bleed is below 40 mL. Higher bleed indicates unstable foam, which will cause density variation and surface defects.
Curing temperature must be monitored with data loggers. If the mold surface temperature drops below 15°C for more than two hours during the first 6 hours, the panel’s compressive strength will be reduced by up to 20%. Dimensional accuracy is checked by measuring the panel length, width, and thickness at three points. The maximum allowable deviation is ±2 mm for standard panels.
Experience from 30 factory start-ups shows that the biggest quality failure is panel warping. Warping occurs when demolding happens too early (before the panel reaches 50% of its final strength) or when panels are stacked unevenly during curing. The fix is simple: demold only after a penetration resistance test shows 2.0 MPa, and always stack panels with wooden spacers at 500 mm intervals.
Cellular concrete wall panels are not a niche product. They are a standard building material in 40+ countries. The machine that produces them must be chosen carefully, operated correctly, and maintained rigorously. The data supports this. The engineering community confirms this. The next step is yours: apply these principles to your production line and verify your own density numbers.
Supplier
We are a supplier under TRUNNANO of Concrete Admixture with over 12 years of experience in nano-building energy conservation and nanotechnology development. It accepts payment via Credit Card, T/T, West Union and Paypal. TRUNNANO will ship the goods to customers overseas through FedEx, DHL, by air, or by sea. If you are looking for concrete admixture, please feel free to contact us and send an inquiry.




